| [Все] [А] [Б] [В] [Г] [Д] [Е] [Ж] [З] [И] [Й] [К] [Л] [М] [Н] [О] [П] [Р] [С] [Т] [У] [Ф] [Х] [Ц] [Ч] [Ш] [Щ] [Э] [Ю] [Я] [Прочее] | [Рекомендации сообщества] [Книжный торрент] |
Инструменты бережливого производства II: Карманное руководство по практике применения Lean (fb2)
 - Инструменты бережливого производства II: Карманное руководство по практике применения Lean 5245K скачать: (fb2) - (epub) - (mobi) - Майкл Вэйдер
- Инструменты бережливого производства II: Карманное руководство по практике применения Lean 5245K скачать: (fb2) - (epub) - (mobi) - Майкл ВэйдерМайкл Вейдер
Инструменты бережливого производства II: Карманное руководство по практике применения Lean

Руководитель проекта М. Султанова
Арт-директор Л. Беншуша
Корректор И. Астапкина
Компьютерная верстка К. Свищёв
© Leadership Excellence International, LLC, 2014. All rights reserved.
© Перевод. ООО «Центр Оргпром», 2017
© Оформление. ООО «Интеллектуальная литература», 2017
Все права защищены. Произведение предназначено исключительно для частного использования. Никакая часть электронного экземпляра данной книги не может быть воспроизведена в какой бы то ни было форме и какими бы то ни было средствами, включая размещение в сети Интернет и в корпоративных сетях, для публичного или коллективного использования без письменного разрешения владельца авторских прав. За нарушение авторских прав законодательством предусмотрена выплата компенсации правообладателя в размере до 5 млн. рублей (ст. 49 ЗОАП), а также уголовная ответственность в виде лишения свободы на срок до 6 лет (ст. 146 УК РФ).
* * *
Переработанное издание книги «Инструменты бережливого производства» посвящается моим ученикам в России, которые постоянно задают сложные вопросы о практике применения Лин. Пожалуйста, никогда не переставайте задавать вопросы и критически осмысливать функционирование ваших процессов.
От автора
Настоящая книга в «карманном» формате была впервые написана в 2003 г. и к настоящему времени издана на шести языках в разных странах мира. Она приспособлена для того, чтобы носить ее с собой – в кармане, спецовке, сумке или держать ее в ящике вашего стола. Сейчас, имея более чем 20-летний опыт практического внедрения инструментов бережливого производства в сфере ремонта и техобслуживания, я жалею, что эта книга не была написана 40 лет назад. Это карманное руководство было разработано мною как часть учебного курса, который может применять любой корпоративный тренер, обладающий знанием и опытом использования инструментов бережливого производства, с целью углубления знаний обучающихся и применения этих знаний на производстве. По прошествии 12 лет я готовлю новое издание, в которое включаю многое из того, что просили мои читатели. Целью книги не ставится обучить вас всему, что необходимо для реализации инструментов бережливого производства. Она должна служить кратким справочным пособием, которое поможет вам не забывать то, что вы изучили по методикам бережливого производства на семинарах или курсах. Некоторые из инструментов и методов, предлагаемых в данном мини-руководстве, стали привычными для меня с 1965 г. Но, как это часто случается, некоторые простые инструменты остаются без внимания из-за желания внедрить самые последние и наилучшие системы. Не заблуждайтесь! Старые инструменты действуют и по сей день, и они могут помочь организациям упростить производственные процессы и снизить себестоимость продукции.
Мудрость – это не более чем здравый смысл, обогащаемый познанием нового и опытом.
Неизвестный источник
Благодарности
Это руководство не могло быть написано без помощи моих давних товарищей и коллег-единомышленников. Дон Экенрод и Адриан Эльф сделали важные замечания к материалам и помогли опробовать применение руководства в аудитории и на производстве.
Благодарю Ральфа Хагена за постоянную помощь в графическом оформлении и создании рисунков, способствующих пониманию темы, а также за чувство юмора при иллюстрировании данной серьезной темы.
Благодарю Джин Стейниш за редактирование оригинальной версии, Эрнеста Башкардина, Марию Самсонову и Лидию Фалько за перевод и редактирование русскоязычного издания.
Советы по применению
Эта книга карманного формата написана для того, чтобы снабдить читателя инструментами, необходимыми для практического внедрения системы бережливого производства во всех подразделениях организации. Существуют точки зрения, в соответствии с которыми «раздельное использование этих инструментов может создать путаницу при внедрении». Мы рекомендуем полностью прочитать это руководство, а затем спросить себя и свою команду: «Каковы в действительности наши проблемы, описали ли мы их количественно и качественно, и как мы можем их устранить?» Чтобы определить, какие инструменты применимы в вашем случае и в какой последовательности их следует использовать, прочтите книгу второй раз.
В руководстве выделены 12 ключевых вопросов, без ответа на которые успех при внедрении инструментов окажется невозможным. Эти вопросы обозначены символом «ключ» 
Кроме того, представлены образцы семи контрольных листков, которые надо будет разработать в ходе внедрения системы бережливого производства.
В книге вы найдете 17 изображений очков.

Они обозначают этапы, на которых крайне важно осуществлять выход на процессы и наблюдение за ними. В такие моменты невозможно понять, что происходит, не находясь в гембе, т. е. в месте выполнения работы.
Работу лучше всего начать с оценки текущего состояния: определите, насколько в реальности плохо или хорошо организованы процессы на вашем производстве и какова их эффективность. Следующим этапом может стать добросовестное внедрение системы 5С в одном из конкретных процессов. При организации рабочего места обычно вскрываются как избыток незавершенного производства, так и ненужные дополнительные операции. А в процессе построения карты потока создания ценности могут быть определены оптимальные точки, где следует применить канбан и метод «точно вовремя» (JIT). Есть также вероятность обнаружения скрытых потерь, для устранения которых могут оказаться необходимыми использование встроенной защиты от ошибок, быстрой переналадки или зонирования с применением визуального контроля.
Эту книгу можно применять как в качестве учебного пособия в аудитории, так и для отработки навыков и практического внедрения системы бережливого производства непосредственно в цехе, у станка. Положите ее в карман рубашки, в карман спецовки – туда, где она всегда будет под рукой, чтобы помочь вам определить и устранить скрытые потери. Запомните, что инструменты, представленные в книге, должны дополнять друг друга, а не ограничивать и не противоречить друг другу.
Скрытые потери
В любой системе, во всех процессах – от производства и сборки до гостиничного бизнеса, здравоохранения, транспорта и социальных служб – существуют скрытые потери. Определение и устранение этих потерь ежегодно сохраняет миллионы долларов тем организациям, которые регулярно оценивают свою деятельность по стандартам бережливого производства. Скрытые потери подразделяются на семь категорий: потери на 1) перепроизводстве; 2) дефектах; 3) перемещениях; 4) транспортировке; 5) излишних запасах; 6) излишней обработке; 7) ожидании. Эти потери увеличивают издержки производства, не добавляя потребительской ценности, действительно необходимой заказчику. Они также увеличивают срок окупаемости инвестиций и ведут к снижению мотивации рабочих. Для тех, кто стремится к рационализации процессов в промышленности, данные семь скрытых потерь – злейшие враги. Некоторые преподаватели и тренеры выделяют сейчас и восьмой вид скрытых потерь – интеллектуальный капитал, т. е. неиспользование интеллекта работников. Я обычно выделяю семь видов потерь, но не забываю при этом максимально использовать потенциал работников.
Необходимо определить, а затем устранить эти потери. Итак, в каких процессах скрываются потери?

Потери от перепроизводства
Потери от перепроизводства появляются, когда мы производим, собираем или выпускаем больше, чем это необходимо. Мы делаем что-то «просто на всякий случай», вместо того чтобы делать «точно вовремя». Недостатки планирования, большие заделы, большое время переналадки, недостаточно тесный контакт с заказчиками (что мешает пониманию их постоянно изменяющихся требований) приводят к увеличению продолжительности производственных циклов. Мы беспокоимся о том, что наши клиенты могут нуждаться в большем, и в результате страдаем от затрат на производство товаров и услуг, которые не удается продать.

Найдите процессы, в ходе которых производится больше, чем «вытягивает» заказчик, и потому излишки продукции требуют дополнительных мер по организации их хранения между операциями.
Сократите потери путем сокращения времени наладки и переналадки, а также балансировки производственных линий (см. главы «Быстрая переналадка» и «Отчеты по решению проблем в формате А3»).
Потери от дефектов и переделки
Потери из-за дефектов или необходимости переделки возникают, когда нет надежной превентивной системы, включающей методы пока-ёкэ (Poka-Yoke) и встроенной защиты от ошибок. Каждый раз, допустив ошибку при работе с изделием и передав его на следующую операцию процесса или, что еще хуже, покупателю, мы миримся с переделкой как неотъемлемой частью процесса. Мы теряем деньги всякий раз, когда дважды производим, собираем или ремонтируем что-либо, в то время как клиент платит нам за товар или услугу только один раз.

Найдите дефектные или незавершенные продукты или услуги, а также законченные изделия, которые переделываются или которые приходится утилизировать.
Сократите потери путем усовершенствования системы визуального контроля и разработки более полных стандартных операционных процедур. Внедрите встроенную систему защиты от ошибок (пока-ёкэ) там, где скрывается источник ошибок (см. главы «Всеобщее производственное обслуживание (ТРМ)», «Визуальные средства» и «Быстрая переналадка»).
Потери от перемещений
Потери от перемещений – это ненужные передвижения персонала, продукции, материалов и оборудования, которые не добавляют ценности процессу. Часто рабочие совершают лишние перемещения со своего участка до цехового склада и обратно, а также ходят вокруг ненужного им оборудования. Такие перемещения можно устранить и за счет этого ускорить процесс. Это одна из наиболее неприятных потерь и для рядового персонала, и для руководства, так как потраченное время и простои лишают эффективности большинство процессов, утяжеляя труд рабочих. Несмотря на то что большинство производственных процессов изначально разрабатывалось с учетом минимизации лишних движений, в основном это один из крупнейших источников потерь, возникающих незаметно и приводящих к сбоям.

Найдите, когда персонал совершает ненужные передвижения или перемещения, и составьте комплексную схему (диаграмму «спагетти») фактических потоков процесса.
Сократите потери путем построения и изучения карты потока создания ценности и/или карты физических потоков для каждого процесса с последующим сокращением перемещений операторов, оборудования, материалов (см. главу «Выходы в гембу»).

Потери от транспортировки
Транспортные потери возникают, когда персонал, оборудование, продукция или информация перемещаются чаще или на большие расстояния, чем это действительно необходимо. В ходе многоэтапных процессов материалы и персонал перемещаются от процесса к процессу, которые разделены пространством и/или временем. Вместо того чтобы расположить процессы последовательно или рядом, их часто располагают далеко друг от друга, что требует применения автопогрузчиков, конвейеров или других транспортных устройств для перемещения материалов на следующую операцию. Все эти перемещения не добавляют потребительской ценности производимой продукции.

Найдите перемещения персонала, материалов или информации, которые не способствуют процессу создания ценности.
Сократите потери путем минимизации физического расстояния транспортировки материалов и перемещения транспортных средств, выделив зоны и применив перепланировку (см. главу «Канбан»).
С помощью диаграммы спагетти проследите пути транспортировки материалов, чтобы выявить возможности для улучшения.

Потери от излишних запасов
Потери, скрывающиеся в излишних запасах, таят в себе множество неприятных проблем качества, таких как переделка и дефекты, проблемы в планировании рабочей силы и/или производства, завышенное время выполнения заказа, проблемы с поставщиками. Содержать чрезмерные запасы, замораживающие капитал и требующие выплаты банковских процентов, слишком дорого. Излишние запасы снижают отдачу от вложений в рабочую силу и сырье.

Найдите излишние производственные мощности, избыточные запасы сырья, незавершенного производства или готовой продукции с оборачиваемостью менее 10 раз в год.
Сократите потери, применив методику «точно вовремя» и канбан (см. главы «Что такое „точно вовремя“» и «Планировка в виде ячеек»).
Потери от излишней обработки
Потери от излишней обработки возникают при производстве продукции или услуг с более высокими потребительскими качествами, чем это востребовано покупателем и за которые он согласен платить. Добавление функций, не имеющих ценности в глазах потребителя, не улучшает продукт или процесс. Недостаток информации о том, как потребители используют продукцию или услуги, часто ведет к добавлению излишних функциональных возможностей, в которых, по мнению производителя, клиенты нуждаются или желают их (однако точно это неизвестно).

Найдите в возвращенных по гарантии продуктах места, где незаметно следов износа. Опросите потребителей и исследуйте работу продукта в реальных условиях.
Сократите потери, определив, какие функции реально нужны потребителю и за что он готов платить. Для этого нужно хорошо понимать, как именно клиенты применяют ваш продукт или услугу.
Потери от времени ожидания
Потери времени на ожидание возникают, когда люди, операции или частично готовая продукция вынуждены дожидаться дальнейших действий, информации или материалов. Плохое планирование, необязательность поставщиков, проблемы коммуникации и несовершенство управления запасами приводят к простоям, которые стоят нам времени и денег.

Найдите людей или оборудование, которые ожидают завершения предыдущей или начала следующей операции, поступления материалов или информации.
Сократите потери путем выравнивания загрузки производственных линий, используя диаграмму Парето времени цикла / времени такта с целью синхронизации процессов (см. главу «Обучение в промышленности»).
Потери интеллектуального капитала
Некоторые консультанты выделяют восьмой тип скрытых потерь, а именно – потери интеллектуального капитала. Это происходит, когда руководители не используют интеллект работников в целях улучшения процессов. Работники в промышленности и в сфере услуг каждый день заняты в реальных процессах, и они прекрасно понимают, какие улучшения могут быть реализованы. У них есть предложения о том, как можно ускорить процессы и снизить издержки в операциях, но никто их не спрашивает об этом. Инженеры и руководители считают, что они лучше знакомы с процессами, чем рядовые работники, и думают, что сотрудники на низших уровнях не знают, как можно улучшить процессы.

Старайтесь найти тех, кто пытается хорошо выполнять текущие задания и качественно обслуживать клиентов. Те сотрудники, которые высказывают замечания по методам выполнения операций, обычно могут предложить что-то, чтобы их улучшить, их нужно только выслушать. Если у вас есть программа работы с предложениями, найдите тех, кто уже подавал предложения, и попросите их подать новые. Если у вас нет такой программы предложений, вам нужно ее подготовить и тщательно отслеживать все предложения, поступающие от работников самого низкого уровня.
Сократите потери, чаще производя выходы в гембу и беседуя с сотрудниками, которые непосредственно заняты в производстве продукта или оказании услуги. Попросите их участвовать в командах улучшений и дайте им возможность высказывать свои идеи, которые руководители и инженеры должны выслушивать. Их точка зрения о том, что делается неправильно и как можно исправить положение, обычно отличается от точки зрения их руководителей и инженеров.
Аттестация на соответствие принципам бережливого производства
Вам потребуется всесторонняя и объективная аттестация действующего производства на цеховом уровне. Нужно найти все семь видов скрытых потерь и понять, как их устранить. Методика оценки должна быть вполне доступна для цехового персонала и достаточно детальна, для того чтобы руководство могло определить, куда направить усилия по совершенствованию. Правильная аттестация уменьшит затраты, связанные с ошибками, допущенными на начальном этапе реализации проекта, и поможет определить, как достичь наибольшей рентабельности инвестиций (ROI).
Оценка организации должна охватывать также те ее непроизводственные процессы, которые влияют на общие показатели работы компании, включая продажи, обработку заказов, снабжение и послепродажное обслуживание. Потери существуют в каждом подразделении, а не только в производственных цехах.
Оценка не должна проводиться одним человеком, для этого лучше всего подходит межфункциональная команда из двух – трех человек. Следует включать в команду и сотрудников, не работающих там, где производится оценка. Консультанты, специалисты из отделов качества партнерских компаний или других подразделений фирмы в силу своей беспристрастности будут хорошими источниками свежих идей. Когда процесс оценивается непосредственно участвующими в нем людьми, оказывается, что зачастую они «за деревьями не видят леса». Они слишком близки к объекту оценки и поэтому привыкли к существующему положению вещей. А если кто-либо будет постоянно спрашивать: «Почему?», это будет стимулировать дискуссии, которые помогут вскрыть невидимые потери и их первопричины.
Оценка должна производиться лишь в целях установления потенциала скрытых возможностей для усовершенствования и степени их воздействия на производство. Оценка не должна определять, как решать найденные проблемы: она находит возможности, а не решения.
Когда люди, работающие в процессе, оценивают сами себя, они часто «за деревьями не видят леса».
 Примеры аттестационных вопросов
Примеры аттестационных вопросов
1. Стандартизованы ли рабочие инструкции (стандартные операционные процедуры), выполняются ли они?
2. Насколько наглядны и просты для понимания средства визуального контроля, призванные помогать рабочим?
3. Существует ли система частого пополнения межоперационных запасов с целью их сокращения и снижения объема транспортировки?
4. Применяются ли стандартные контейнеры и маркировка как часть системы планирования обеспечения материалами и отслеживания поставок?
5. Спланирована ли последовательность движения материальных потоков таким образом, чтобы обеспечить рациональную организацию потока от начала до конца?
6. Регистрируется ли возврат инструмента по окончании каждой смены, весь ли он правильно маркирован и имеет ли свои места для постоянного хранения?
7. Составляются ли диаграммы статистического контроля процессов работы оборудования для ежедневного контроля его эффективности?
8. Хорошо ли размечены стеллажи, обозначены ли места нахождения всех позиций, их количество, уровни, требующие восполнения запаса?
9. Существует ли НЗП между операциями? Выявлены ли все узкие места и ограничения в потоке производства и работает ли специальная группа по их ликвидации?
10. Производятся ли регулярный замер и контроль расстояний, на которые перемещаются работники и материалы, с целью выявления возможностей улучшений?
11. Имеются ли излишние погрузочно-разгрузочные операции, не добавляющие ценности продуктам? Нет ли случаев повторного прохождения материалами одного и того же места?
12. Вывешен ли на всеобщее обозрение график производства и отслеживается ли он на всех участках? Все ли работники на производстве или в сфере услуг понимают требования производства без обращения к мастеру или непосредственному начальнику?
При проведении аттестации на соответствие принципам бережливого производства необходимо как минимум задавать вопросы по семи типам скрытых потерь и проблемам руководства. Абсолютное количество баллов, которое вы присвоите тем или иным операциям, не играет большой роли при сравнении с другими компаниями или подразделениями вашей компании. Баллы важны как индикатор исходного уровня, указывающий на текущее состояние и на те участки, где необходимо провести улучшения. После проведения первой аттестации нужно и далее использовать ту же самую команду сотрудников для проведения повторных аттестаций через шесть месяцев или через год. Выявляйте те участки, где удалось произвести улучшения, и выставляйте им новые баллы. Определяйте также участки, где улучшения не произошло, и старайтесь найти ответ, почему так получилось.
Книга «Как оценить бережливость вашей компании: Практическое руководство», написанная Майклом Вейдером, – хорошее руководство по проведению Лин-аттестации[1]. Там подробно описываются все шаги процесса аттестации, начиная с общего понимания Лин до того, что необходимо искать, какие вопросы задавать и как определить, какие инструменты Лин наилучшим образом подойдут для решения ваших конкретных проблем, выявленных в ходе аттестации. В руководстве по аттестации представлено 117 вопросов в 38 элементах, покрывающих все сферы работы предприятия. Оценка проводится по девяти категориям, по которым определяется, где существует больше всего потерь.
Категории оценки
1. Потери от излишних перемещений
2. Потери от излишней обработки
3. Потери от излишних запасов
4. Потери от транспортировки
5. Потери от перепроизводства
6. Потери от времени ожидания
7. Потери от дефектов, брака и переделок
8. Стратегия лидеров
9. Производственная культура


Введение в методику бережливого производства
Аттестация, вероятно, вскроет потребность в решении некоторых вопросов. Ниже описан разнообразный инструментарий бережливого производства. При заполнении приведенной таблицы может оказаться, что следует применять не один, а несколько инструментов. Здесь нет никакой проблемы: многие из этих инструментов могут быть использованы совместно, как взаимодополняющие друг друга части единого решения. Также эти инструменты могут эффективно дополнять методику шести сигм, тем самым придавая бóльшую динамичность проводимой работе. Каждый инструмент будет помогать в устранении потерь и сокращении стоимости операций. Неважно, с какого вы начнете: все они сэкономят деньги вашей компании.
Я рекомендую после проведения лин-аттестации начать обучение вашего высшего руководства и тех, кто будет отвечать за реализацию инструментов Лин. После этого нужно запланировать учебу для всего персонала организации, чтобы вовлечь его в процесс. Руководителям высшего звена нужно пройти учебу в течение двух – трех дней как минимум, чтобы они поняли финансовые выгоды применения методов Лин, в учебу должны быть включены выходы в гембу, т. е. на производственные участки и места оказания услуг, чтобы получить непосредственное представление о существующих процессах и скрытых в них потерях.
Те, кто будет отвечать за непосредственную реализацию методологии Лин, должны будут пройти более глубокое обучение. Они должны хорошо понимать, как использовать большинство из инструментов Лин и наработать некоторый опыт их применения до того, как они будут их внедрять на производстве. Они не смогут никого обучить инструментам Лин до тех пор, пока сами с ними не поработают.
Для большинства работников низшего звена введения в Лин в течение одного – двух дней должно быть достаточно для начала работы. Но следующим шагом должно стать вовлечение персонала в командную работу по применению инструментов Лин на всех уровнях и во всех подразделениях. Если заниматься только несколькими участками, а не всей организацией, лин-проект не принесет ожидаемых результатов или может дать нежелательный эффект. Нужно применять системный подход при создании лин-организации для того, чтобы получить наибольший экономический эффект и наибольший возврат на вложения от реализации лин-проекта в вашей компании.
В большинстве компаний первыми двумя инструментами, которые необходимо применить, оказываются 5С и визуализация. Эти два инструмента называются базовыми, потому что они необходимы для реализации всех других инструментов. Если в начале не применить 5C и визуализацию, то придется возвращаться и доделывать их после того, как вы уже начали работу с другими инструментами. Быстрая переналадка, планировка в виде ячеек, TPM, система точно вовремя – все они требуют первостепенного применения 5C и визуализации.
Вот простой план реализации лин-проекта, который нужно будет модифицировать в зависимости от конкретных нужд организации. Он будет слегка отличаться в разных компаниях и даже в разных подразделениях одной компании.
• Лин-аттестация
• Обучение Лин
• 5C и визуализация
• Картирование потока создания ценности
• Всеобщее производственное обслуживание (ТРМ, Total Productive Maintenance)
• Планировка в виде ячеек
• Быстрая переналадка
Штурм-прорыв (процесс ускоренных улучшений) можно провести на одном из участков, где требуются улучшения, а тема лин-инструментов будет частью пятидневного мероприятия.
В небольших компаниях с численностью работников менее 300 человек значительных и измеримых улучшений можно ожидать через 18–24 месяца с начала реализации проекта. В компаниях среднего размера с численностью 300–1000 человек обычно требуется два – четыре года, чтобы распространить методики на все подразделения и создать бережливую организацию.
В крупных компаниях с численностью свыше 1000 человек, особенно если они географически расположены на разных площадках, потребуется 4–10 лет. Внедрение методов Лин должно рассматриваться не как конечная точка движения, а как непрерывное путешествие, которое сделает всю компанию прибыльной и более приятным местом для работы сотрудников.
Организация рабочего места с использованием системы 5С
1. Сортируйте: избавьтесь от всего ненужного.
2. Соблюдайте порядок: определите для каждой вещи свое место.
3. Содержите рабочее место в чистоте.
4. Стандартизируйте: создайте СОПы (стандартные операционные процедуры) и инструкции для поддержания чистоты и порядка.
5. Совершенствуйте порядок: стимулируйте его поддержание и вознаграждайте за это.
Система 5С представляет собой метод организации рабочего места, который значительно повышает эффективность и управляемость операционной зоны, улучшая корпоративную культуру, и сохраняет время. Система 5С включает в себя сортировку, соблюдение порядка, содержание в чистоте, стандартизацию и совершенствование.
Система 5С обычно используется как первый этап построения бережливого производства. Она помогает быстро избавиться от накопившегося на производстве хлама и исключить его появление в дальнейшем.
Сортировать – значит обойти операционную зону и удалить все ненужное. Рабочие и руководители часто не имеют привычки избавляться от предметов, которые больше не нужны для работы, сохраняя их поблизости «на всякий пожарный случай». Обычно это приводит к недопустимому беспорядку или к созданию препятствий для перемещения в рабочей зоне. Удаление ненужных предметов и наведение порядка на рабочем месте улучшает культуру и безопасность труда.
Можно провести мероприятие, называемое «красные бирки», которое поможет сотрудникам лучше понять, что ситуация на рабочих местах будет меняться. В сортировку должны быть вовлечены все сотрудники на своих участках и рабочих местах, при этом нужно определить, что подлежит удалению навсегда, что нужно поместить в лучшее место хранения, а что нужно оставить, но ОБЯЗАТЕЛЬНО определить для этих предметов свои постоянные места. Нежелательно удалять предметы без согласия работника, если с этими предметами у работника имеется эмоциональная связь. Иногда это приходится делать, если есть прямое указание руководства.
Найдите предметы, покрытые пылью, спрятанные за оборудованием, лежащие под оборудованием или на нем, на полках и стеллажах. Это могут быть материалы с истекшим сроком годности, устаревшие инструкции, сломанный или неиспользуемый инструмент и приспособления, старые компьютеры, вспомогательное оборудование, старые чертежи, выдвижные ящики с хламом, обрезки труб и т. д.
Проведите усовершенствования, исследуя цех или производственную площадку от одного конца до другого, выявляя ненужные предметы и хлам. Поместите найденные таким образом лишние вещи в специально обозначенную «зону карантина». Если потребность в предметах, помещенных в «карантин», не возникнет в течение 30 дней, они должны быть удалены и из этой зоны. Некоторые из них верните на склад, в инструментальную кладовую или поместите туда, где они действительно необходимы. Это мероприятие должно охватывать все офисные и административные помещения, а также помещения вспомогательных служб.
Четко обозначьте участок «карантина» предметов с красными бирками и следите за его состоянием. Те предметы, которые остаются невостребованными в течение 30 дней, должны быть использованы в других целях, проданы или утилизированы.
Соблюдать порядок – означает определить и обозначить «дом» для каждого предмета, необходимого в рабочей зоне. Иначе, если, например, производство организовано по сменам, рабочие разных смен каждый раз будут класть инструменты, документацию и комплектующие в разные места. В целях рационализации процессов и сокращения производственного цикла крайне важно всегда оставлять нужные предметы в одних и тех же отведенных для них местах. Это – ключевое условие минимизации затрат времени на непродуктивные поиски.
Одно из мест, где применение методик 5С дает наилучшие результаты, – склад материалов и сырья. Все предметы – от канцелярских принадлежностей и химикатов до метизов и ручных инструментов, от производственной оснастки до средств безопасности – должны иметь специально отведенные и обозначенные места для хранения. И при первом же взгляде на любое из них должно быть сразу видно, что там лежит, каково количество предметов и срок их хранения.
Чтобы сразу выявить неправильно размещенные или потерянные инструменты и мелкие вещицы, используйте специальные стеллажи или шкафы с обозначенными контурами предметов, которые должны там находиться. На полу сделайте разметку краской для выделения места расположения крупных предметов. Рабочие и руководители смогут лучше отслеживать перемещения материалов и не беспокоиться, что что-то потерялось или находится не на своем месте.
Найдите для всех предметов свои места и обозначьте их. Перчатки, каски, ручные инструменты, чертежи, ненужные детали не должны в беспорядке лежать вокруг. Сырье и материалы, незавершенная и готовая продукция должны быть размещены в специально отведенных для них зонах.
Проведите усовершенствования, определив постоянные места хранения для всего, что осталось после проведения сортировки. Вовлекайте в работу по наведению порядка на рабочих местах и рабочих и менеджеров. Поручите им разработать стандартные правила разметки для хранения похожих предметов, например инструментов и оснастки. Создайте стандарты ширины и цвета полос разметки, символов и шрифтов, специальных обозначений и цвета для мест хранения средств безопасности, контроля качества и производственных принадлежностей. Обычно лучше начинать с какого-либо одного участка цеха. Полностью разметьте местоположение всего, что здесь находится, и используйте это как образец для всего цеха. Не забывайте о зонах техобслуживания, а также о вспомогательной и административной зонах. При многосменном режиме или в случае, если там работают различные бригады, выберите представителя от каждой группы, для того чтобы совместно определить наиболее подходящие места для всех предметов. А разработка хорошей системы визуального контроля существенно поможет внедрению вашей программы 5С. Все должны работать сообща при вовлеченности и поддержке руководства.

Инструменты и приборы, которыми вы пользуетесь несколько раз в день, могут располагаться на верстаке или столе. Они должны находиться на расстоянии вытянутой руки, чтобы между ними и работником не было никаких препятствий.
Инструменты и приборы, которыми вы пользуетесь только раз в день или раз в два дня, могут располагаться в выдвижном ящике стола, где-либо в дальнем конце верстака или стола либо в шкафчике неподалеку от рабочего места, но не дальше, чем в двух шагах от работника.
Инструменты и приборы, которыми вы пользуетесь только раз в неделю, держите в шкафчике или выдвижном ящике в рабочей зоне, но не далее чем в четырех шагах от работника.
Инструменты и приборы, которыми вы пользуетесь только раз в месяц или еще реже, должны располагаться в центральном пункте хранения, куда есть доступ с разных участков. В этом же пункте должны храниться крупный инструмент и калибровочное оборудование, которые используются на различных участках. Такой пункт хранения должен удобно располагаться на минимальном расстоянии от всех участков, чтобы сократить потери от перемещений и транспортировки.

Определите свои места для инструмента и некрупного оборудования поближе к месту использования!

Если инструменты и приборы используются разными сменами, работающими в разное время, нужно обсудить этот вопрос со всеми, кто их использует, и попросить работников дать предложения о наиболее удачном местоположении такого пункта хранения. Если им не удается договориться, то решение принимает мастер. Сначала нужно дать возможность рабочим определить местоположение их инструмента, потому что они таким образом вовлекаются в работу и будут заинтересованы в том, чтобы класть инструмент на свое место после использования.
Содержать в чистоте – значит обеспечить оборудованию и рабочему месту чистоту, достаточную для проведения контроля, и постоянно поддерживать ее. Лучший способ обнаружить протекающие шланги, неплотные соединения, поврежденные поверхности и неисправное оборудование – содержать их в совершенной чистоте. Уборка в начале и/или в конце каждой смены обеспечивает немедленное определение потенциальных проблем, которые могут приостановить работу или даже привести к остановке всего участка, цеха или завода. Поверочные клейма, разметка положений органов управления и точек смазки на оборудовании должны быть всегда чистыми, а присутствующий там текст – четким и легко читаемым. Стершиеся разметки на местах хранения оборудования и материалов необходимо регулярно обновлять, а обозначения опасных зон, маркировки качества и другие производственные индикаторы сделать чистыми и разборчивыми. Ранние признаки ухудшения работы оборудования, такие как подтекание масла, нехарактерный шум двигателя или вибрация, нужно немедленно фиксировать с целью принятия неотложных мер. Необходимо составить специальный контрольный лист, описывающий все места, подлежащие контролю и регулярной уборке. Это поможет всем вовлеченным в процесс лучше понять новые требования и соблюдать их.
До начала уборки ознакомьтесь со всеми необходимыми инструкциями, указаниями по технике безопасности и надписями.

Найдите застарелые пятна масла на полу или оборудовании, свидетельствующие об утечках. Определите места, которые долгое время не очищались из-за труднодоступности или отсутствия в этом явной потребности. Обратите внимание на скользкий пол, изношенные противопожарные асбестовые занавеси, надорванные шланги, отпечатки грязных пальцев на дверях и корпусах оборудования.
Проведите усовершенствования, поручив рабочим, ремонтникам и менеджерам разработать график проверок, которого они смогут придерживаться. При этом они должны понять, почему привычки нуждаются в изменении. График проверок должен быть простым для чтения и легким в использовании. Работник, отвечающий за наведение порядка и поддержание чистоты, его руководитель или команда вместе подписывают такой контрольный лист после его заполнения. Для наведения порядка и проверки каждой смене и бригаде необходимо выделить специальное время. А обязанность руководителя – превратить эти процессы в неотъемлемую часть ежедневного распорядка, не требующую сверхурочного времени (либо выделить дополнительное время в течение рабочего дня).
В контрольном листе можно подробно описать содержание работ по наведению чистоты, на одной стороне разместить фотографии мест их проведения, а на другой – разделы «Дата и время проверки», «Ф.И.О.», «Подпись», «Список недостатков». Чтобы упростить периодический осмотр, контрольные листы следует держать рядом с соответствующим оборудованием, проверять на правильность заполнения и устранять выявленные недостатки. В некоторых компаниях необязательные для заполнения поля закрашивают серым цветом и требуют ставить контрольные отметки на бланке только в случае обнаружения недостатков или проблем. Это облегчает заполнение и более четко обозначает обнаруженные проблемы. Назначение контрольных листов – помочь в искоренении вредных привычек, привить навыки поддержания порядка на рабочем месте и содержания оборудования в чистоте.
Стандартизировать – значит разработать такой контрольный лист, который всем понятен и прост в использовании. Продумайте необходимые стандарты чистоты оборудования и рабочих мест, и пусть каждый в организации знает, как это важно для общего успеха. Рабочие должны использовать контрольные листы, отвечать за их ведение и подписывать, а руководители – регулярно проверять, ведутся ли они.
Стандартизация требует от руководства активного участия, чтобы возглавить в организации общее движение по внедрению 5С. Каждый обязан понимать новые требования и стандарты, и для этого целесообразно провести специальное обучение. Выполнение требований программы 5С должно стать частью профессиональной аттестации работников и превратиться в общую культурную норму везде – от кабинета директора до каморки дворника.
Линейные руководители проводят аудит рабочего места ежедневно.
Руководители проводят аудит рабочего места еженедельно.
Межфункциональная команда проводит аудит всех участков ежемесячно или ежеквартально.
Результаты аудитов всегда нужно размещать на рабочем месте, чтобы работники знали, какой балл они получили, и стремились улучшить его.

Чтобы Совершенствовать систему 5С, руководители и рабочие должны проводить улучшения совместно, не забывая поощрить тех, кто выполняет договоренности. Каждый должен увидеть, какие преимущества он получает от системы 5С, включая растущую безопасность работы. Постоянное поддержание порядка (система 5С) потребует регулярных усилий со стороны среднего звена руководства и лидеров команд по обеспечению и контролю выполнения рабочими новых требований. Также они должны определять, какие машины и рабочие зоны пора заново покрасить и привести в порядок. Руководство должно планировать и проводить покраску, чтобы показать всем, что это не разовое мероприятие и теперь программа 5С – часть обычной работы.
Периодическая уборка в раздевалках и зонах отдыха и включение этих зон в контрольный лист покажут рабочим, что в целях благополучия компании внедрение программы следует распространять не только на производственные помещения.
Всеобщее производственное обслуживание (ТРМ)
Постоянно действующая программа совершенствования дополняется системой всеобщего ухода за оборудованием, или всеобщей эксплуатационной системой (от английского Total Productive Maintenance, TPM, произносится «ти-пи-эм»). В ТРМ участвуют операторы и ремонтники, которые вместе обеспечивают повышение надежности оборудования. Поскольку операторы постоянно находятся рядом с оборудованием, именно они первыми выявляют посторонний шум или вибрацию двигателей, нехарактерный скрип приводных ремней и цепей, протечки масла и утечку воздуха. Операторы должны знать основные параметры своего оборудования и в течение каждой смены проверять, соответствуют ли они стандартам. При обнаружении малейших отклонений следует сразу же известить ремонтную службу, так как своевременное выявление и устранение возникающих проблем – ключевое условие предотвращения аварий или полной остановки дорогостоящих механизмов.
Ремонтники должны тесно сотрудничать с операторами, обучать их тому, на что нужно обращать внимание, на что смотреть и к чему прислушиваться, чтобы на ранней стадии выявлять потенциальные проблемы. Хозяевами системы TPM в равной степени являются операторы, ремонтники и руководители. Включение в график остановок для профилактического обслуживания, смазки, чистки и общего контроля является важным моментом, и руководство должно обеспечить выполнение этих действий. TPM и 5С действуют во взаимосвязи, обеспечивая технику безопасности на рабочих местах, повышение производительности и резкое сокращение простоев, которые так дорого обходятся предприятию.
Операторов можно обучить проведению многих видов несложного ремонта, например замене болтов и шлангов, доливке масла и смазки. Операторам нужно произвести некоторое изменение в своей культуре производства, стать «владельцами» своего оборудования и отвечать за содержание его в рабочем состоянии. Они должны рассматривать ремонтные службы как своих коллег по бригаде.
Много неисправностей возникает как на старом, так и на новом оборудовании. А недостаточное внимание и ненадлежащее обслуживание ускоряют процесс его старения и сокращают срок службы. Работая сообща и определяя возникающие неисправности еще на начальных стадиях, команда операторов и специалистов по обслуживанию может значительно продлить срок службы оборудования, быстро локализуя проблемы, пока они не обусловили серьезных аварий и дорогостоящих простоев. Для обеспечения более эффективной поддержки в эту команду следует включить представителей руководства, которые определят необходимое количество профилактических остановок оборудования для выполнения планового техобслуживания. Руководство должно также следить за своевременным выделением денег на ремонтные работы.

Выявить снижение производительности до того, как это приведет к полной остановке производства, помогает процедура документирования данных по Общей эффективности оборудования (Overall Equipment Effectiveness – OEE, произносится «оу-и-и»). В большинстве случаев целесообразно регистрировать три параметра работы оборудования: готовность (процент времени, в течение которого оборудование в порядке и может начать работу в любой момент), производительность (скорость работы) и качество выхода.
Время, в течение которого конкретный станок не готов к выполнению основной работы по причине небольших остановок, поломок, планового техобслуживания или ожидания оператора, вычитается из общего времени для расчета индекса готовности.
Операторы и специалисты по техобслуживанию должны говорить на одном языке.

Параметры ТРМ можно включить в контрольный лист 5С или вынести на отдельный контрольный лист. Когда 5С и ТРМ применяются одновременно, все вовлеченные в них сотрудники несут коллективную ответственность.
Данные по Общей эффективности оборудования должны быть понятны каждому, поэтому удобно использование в них диаграмм. Операторы должны регистрировать все фактические случаи остановки, независимо от их длительности и причин. Когда график ведется долго и без ошибок, регистрация повторяющихся проблем позволяет выявить и исправить тенденции, ведущие к потере производства.
Визуальные средства
Средства визуального контроля встречаются нам постоянно. Именно они указывают, по какой полосе шоссе нужно ехать, где лучше развернуться, где на производстве опасные зоны, где можно найти некоторые из требующихся нам вещей. К сожалению, в большинстве компаний визуальный контроль на рабочем месте применяется нечасто. А ведь его правильное использование помогает сэкономить время, энергию, сырье, продукцию и в конечном счете – деньги.
Правильное использование визуальных средств позволяет сэкономить время, энергию, производство и деньги!
Средства визуального контроля способны значительно упросить работу и увеличить производительность начиная прямо с того момента, когда сотрудник только пришел на предприятие. Например, ремонтникам визуальный контроль облегчает хранение инструментов и поиск необходимых запчастей, напоминает о приближении сроков профилактического техобслуживания, информирует о результатах завершенного обслуживания/ремонта. Следовательно, трубопроводы и емкости, содержащие воду, пар, воздух, азот, масло и химические смеси, должны быть маркированы таким образом, чтобы помочь ремонтникам в обслуживании.

Визуальные средства должны дополняться практикой соблюдения техники безопасности!
Операторов средства визуального контроля информируют о плановых показателях, которых нужно достичь, о текущей производительности, наличии необходимых в работе материалов и месте выполнения тех или иных работ. Заказать пополнение материалов, сообщить о завершении выполнения задания или запросить поддержку коллег операторы могут с помощью таких средств визуального контроля, как световые сигналы различного цвета и андон.
Таблички о текущем ремонте («Не включать, ведутся работы!») и сообщения об опасности должны извещать сотрудников о высокой температуре, давлении, электрическом напряжении и токсичных веществах. В целях безопасности персонала на оборудовании и рабочих местах должны быть обозначены все потенциально опасные участки. Места передвижения погрузчиков и другого производственного транспорта также следует маркировать, чтобы обратить внимание рабочих на возможное появление в этой зоне транспортных средств.
Работники склада и снабженцы могут использовать средства визуального контроля для проверки уровня запасов, определения момента дополнительного заказа, места доставки материала на производственную линию или рабочее место.
Типичное средство визуального контроля, которое используется на производстве для сигнализации о пополнении запасов материалов на каждой стадии, от получения и хранения до производства и отправки готового товара потребителю, – карточки канбан.
Средства визуального контроля помогают руководителю мгновенно определить состояние производственной линии или процесса оказания услуг. Благодаря им он сразу видит узкие места и оперативно принимает корректирующие меры. Используя крупные цветные средства визуального контроля, руководитель информирует сотрудников всех уровней о ходе исполнения текущего производственного графика, уровне загрузки линии и результатах работы. Рабочие задания с указанием необходимой квалификации персонала, рационализаторские предложения доводятся до сведения сотрудников с помощью средств визуального контроля, и это поднимает коллективный дух, служит моральным стимулом для лучших работников.
• Использование на предприятии визуальных средств помогает выявлять отклонения от нормы и проблемы и принимать неотложные меры для:
• снижения операционных издержек;
• сокращения потерь;
• сокращения цикла производства и обеспечения своевременности поставок;
• сокращения запасов;
• обеспечения безопасности и удобства на рабочих местах;
• повышения прибыльности компании.
• Общепринятые методы визуального управления следующие:
• цветовое кодирование;
• изображения/графики;
• карточки канбан;
• знаки-указатели;
• информационные стенды;
• контрольные листы.

Стандартные операционные процедуры (СОП)
Для достижения требуемого уровня качества, стабильности, результативности и эффективности нужен документ, шаг за шагом определяющий весь производственный процесс. Основу для ответа на вопрос «как это сделать?» дают стандартные операционные процедуры. Также они отвечают и на более сложный вопрос «как мы это делали раньше?». Эти процедуры можно использовать везде, где производственные процессы должны быть документированы. Устные инструкции со временем искажаются и легко забываются, поэтому для поддержания стабильности и управляемости хода производства все процессы следует документировать.
Стандартные операционные процедуры для совершенствования любого процесса можно применять везде, в каждой отрасли.
База данных стандартных процедур позволяет узнать, как дела шли раньше, что обеспечивает эффективный обмен информацией внутри и между различными уровнями управления компании. Чтобы разные люди воспринимали процедуру одинаково, в ней должны применяться стандартные символы: картинки, тексты, таблицы, схемы и прочие визуальные обозначения. Будучи коллективным языком общения, процедуры могут использоваться для управления и контроля изменений в ходе совершенствования процессов. Закрепление оптимального способа выполнения той или иной работы в процедуре дает возможность регулярно вносить изменения и усовершенствования в такой форме, которая обеспечит их доведение до каждого.
Для хранения и защиты всех записей о процессах необходимо использовать соответствующие методы. Следует архивировать записи с информацией, которую трудно или невозможно восстановить и которая важна для обеспечения бесперебойной деятельности организации. При появлении рисков для бизнеса стандартные процедуры послужат средством защиты, давая ответы на возникающие вопросы. Если важные вопросы не будут зафиксированы в процедуре, они останутся в памяти лишь нескольких сотрудников и, вполне возможно, будут утрачены или искажены по истечении определенного времени.
Контрольный листок по стандартной операционной процедуре приведен ниже.


Стандартные операционные процедуры должны стать простым, максимально понятным, полезным инструментом, а не лишней нагрузкой. Всю информацию, содержащуюся в процедурах и нужную для правильного выполнения работы с первого раза, следует собрать во всех подразделениях компании. Конечная цель процедур – документирование оптимального способа выполнения работ применительно к каждой конкретной ситуации на определенном предприятии с его материалами, людьми, оборудованием и расположением. Иначе говоря, процедура разрабатывается для каждого процесса индивидуально, и это гарантия того, что работа действительно выполняется наиболее подходящим из всех возможных способов (по крайней мере, пока не получено очередное предложение по его усовершенствованию).
В любой организации перемены, затрагивающие людей, продукты, процедуры, услуги и системы управления – весьма сложный процесс. Но при практическом внедрении бережливого производства без них не обойтись. В данном случае важен уровень сложности грядущих изменений, и стандартная операционная процедура становится простым инструментом для их внедрения и поддержания.
Сверьтесь со стандартной операционной процедурой до начала работы или техобслуживания.

Что такое «точно вовремя»
Все, что мы делаем в течение жизни, – это процессы. А все процессы, от мытья рук и завтрака до конструирования и изготовления ракеты, могут рассматриваться в качестве незавершенного производства (НЗП). Сталкиваясь с производственными процессами, мы, как правило, стремимся сделать их эффективными, надежными, безопасными, снизить себестоимость и обеспечить их выполнение точно вовремя.
Скорость процесса обычно измеряется временем цикла – общим временем, необходимым для изготовления продукта или предоставления услуги. Сокращение времени цикла может снизить себестоимость продукции для производителя и стоимость для потребителя. Одним из методов сокращения времени цикла является «точно вовремя» (Just-In-Time, JIT). Если материалы, услуги и сотрудники предоставляются (начинают работу) только тогда, когда это необходимо, потери в процессе сокращаются до минимума. Незавершенное производство между стадиями процессов и/или в их начальных точках должно быть минимизировано. Незавершенным производством может считаться как взятое со склада сырье, так и частично обработанные изделия или услуги. Если такое незавершенное производство учитывается во времени цикла процесса, то излишнее НЗП, а также НЗП, поставленное раньше времени, увеличивает время цикла.
Сокращение времени цикла может быть достигнуто при полном понимании критического пути материалов/изделий/компонентов в процессе работы с ними и управлении ими в пределах процесса.
Когда руководство делает выбор в пользу метода «точно вовремя» во всех подразделениях предприятия и начинает его внедрение, большинство сотрудников боятся, что поставки пойдут малыми, но частыми порциями. Они опасаются, что не будут обеспечены работой и задержат производство. Комплексная система «точно вовремя» учитывает необходимость балансировки численности человеческих ресурсов, количества материалов и оборудования с целью наиболее полного удовлетворения требований заказчика в оговоренное время и с надлежащим качеством. Это относится как к внутренним, так и внешним потребителям.
Метод потока в одно изделие позволяет изготавливать нужное количество продукции, чтобы ликвидировать ее временную нехватку или обеспечить «вытягивание» со следующей операции. Таким образом, объем незавершенного производства сводится к минимуму и обычно успешно управляется системой канбан.
Объем партий сокращается до минимально возможного эффективного количества и потенциально может быть доведен до одного изделия.
До начала внедрения методики «точно вовремя» и изменения компоновки оборудования обязательно тщательно изучите существующий процесс и документируйте его на диаграмме потока или с помощью карты потока создания ценности. Чтобы внедрение прошло успешно, следует провести обучение персонала и правильно, не занижая показателей, оценить стоимость перемен. Следует подчеркнуть важность гибкого подхода при использовании инструмента и оборудования и стремление не возводить искусственных препятствий между отделами. Команда по внедрению должна состоять из представителей разных подразделений и уровней организации, а ее члены – проявлять творческий подход и не бояться совершать ошибки.
Команда может выдвигать предложения по использованию специальных сигналов (звонков, свистков и лампочек) для оповещения о необходимости восполнения запасов материалов точно вовремя. Дайте сотрудникам возможность опробовать действие сигнальных средств и выработать рекомендации относительно их местоположения. Такая методика проб и ошибок позволит задействовать все заинтересованные стороны и будет способствовать возникновению идей, которые ранее не озвучивались инженерными службами и руководством. Вовлечение сотрудников во внедрение системы «точно вовремя» на их рабочих участках и зонах очень важно, так как именно они проводят там большую часть времени.
Зонирование – это метод определения границ конкретной рабочей зоны. Когда планировка в виде ячеек дополняется канбан и системой 5С, материалы легко и свободно поступают в рабочую зону и выходят из нее. Здесь все маркировано, а для НЗП даже не предусмотрено мест хранения.
Комплексное внедрение системы «точно вовремя» означает также оптимизацию работы оборудования и персонала в новой планировке: материалы загружаются и отгружаются фронтально, рабочие места создаются с учетом требований эргономики. Расстояние от коридоров для доставки изделий до рабочих не должно превышать 1 м; для снижения вероятности несчастных случаев ширина этих коридоров должна быть не менее 2 м. На некоторых предприятиях для деталей создают «супермаркеты», располагая их ближе к месту использования, чтобы операторы «вытягивали» материалы на свои рабочие зоны, а не материалы «выталкивались» к ним.

Канбан
Лучший способ изменить график поставки материалов от внутренних и внешних поставщиков – использовать канбан. Традиционные системы управления, такие как MRP или MRP-II, не всегда способствуют внедрению системы «точно вовремя», уменьшению размера партии и производству разнообразных моделей продукции. Стандартизация контейнеров (для перевозки материалов) и использование ярлычков, сигнализирующих о потребности в материалах и дающих указания по их перемещению, будет хорошей помощью в осуществлении этого плана.
Основные принципы работы канбан:
• пустые контейнеры с ярлычком, сигнализирующим о необходимости их наполнения;
• полные контейнеры с точным указанием уровней заполнения и максимума;
• ярлычки, расположенные на производственном участке и указывающие точное количество требующихся деталей;
• ярлычки, закрепленные на полных контейнерах и указывающие на необходимость перемещения продукции в определенную точку;
• разметка на полу и на полках, контролирующая перепроизводство;
• обеспечение непрерывного потока ярлычков с целью сведения к минимуму переделок по причине низкого качества;
• общий порядок и техника безопасности, которые чрезвычайно полезны при планировании с использованием системы канбан;
• все работники, участвующие в этом процессе, должны быть осведомлены о «визуальном графике», который обеспечивает применение канбан.
Многие методы, используемые при планировании производства и поставок материалов в традиционном производстве, могут оказаться полезными.
Вместо вмешательства в производственный процесс и внедрения в него сложных систем планирования технологи занимаются определением и корректировкой количества необходимых контейнеров и ярлычков, задействованных в конкретных процессах.
Проще говоря, технологам нужно определить уровень суточного расхода деталей и вместимость стандартного контейнера. Общий суточный расход деталей делится на вместимость стандартного контейнера, тем самым определяется количество ярлычков канбан, участвующих в процессе. В некоторых условиях определенное количество деталей на наладку и длительные маршруты транспортировки вынуждают технологов «подгонять» результат вычислений и выдавать несколько лишних ярлычков.
Пример применения системы канбан
На предприятии, использующем средства визуального контроля и поставки по системе «точно вовремя», суточный выпуск узлов во время пикового сезона составляет 600 штук. Согласно плану, 20 законченных узлов укладываются в контейнеры для дальнейшего перемещения на соседний участок. Чтобы обеспечить стабильное производство, планировщики запускают в систему 30 ярлычков на «изготовление и доставку». Методика поштучного учета деталей в данном примере с узлами может осуществляться и при помощи канбан. Для производства узлов используются такие же ярлычки, как и для сборки. Эффективный визуальный контроль возможен при работе с помощью двух контейнеров. Когда все детали из одного контейнера закончились (с соответствующей производству скоростью), и он опустел, на его место ставится полный контейнер, а пустой отправляется в специальное «сигнальное место». Появление контейнера в «сигнальном месте» означает, что его надо наполнить. Разумеется, цикл наполнения пустого контейнера должен быть меньше, чем цикл расхода полного контейнера.
Канбан может обеспечить равномерность производства при помощи понятных всем работникам визуальных средств. Совместно с другими визуальными средствами система канбан может привести к серьезной, не требующей больших затрат рационализации производства.

Планировка в виде ячеек
Планировка в виде ячеек должна быть произведена таким образом, чтобы оборудование, инструменты, рабочие инструкции и материалы способствовали выполнению поставленной задачи (группы задач). Неважно, какую форму имеет ячейка: Т-, I-, L-, U– или V-образную, – лучшей будет та, которая обеспечит наиболее эффективное производство при соблюдении правил безопасности. Если ячейки имеют V– или U-образную форму, их следует разместить так, чтобы поток двигался против часовой стрелки. Большинство людей – правши, и для них этот путь перемещения деталей наиболее эргономичный.

Рабочие с линии должны участвовать в создании и доводке планировки.

Организуйте ячейки таким образом, чтобы при выполнении заданий рабочим не приходилось тянуться за деталями, материалами и инструментами. Высоту рабочих поверхностей устанавливайте в зависимости от типа выполняемой работы и веса перемещаемых материалов. Перед тем как окончательно утвердить планировку ячейки, в течение нескольких часов понаблюдайте за рабочими и посоветуйтесь с ними (см. главу «Стандартные операционные процедуры (СОП)»).
Выходы в гембу
Выходы в гембу являются хорошей возможностью для высшего руководства и руководителей среднего звена изучить состояние дел. Единственным способом точно понять проблемы, стоящие перед рабочими на линии или сотрудниками в сфере услуг, – это пойти туда, где осуществляется их работа. «Гемба» – это японское слово, означающее «место, где производится работа». На заводе гембой будет цех, где производится продукция, в больнице – постель больного или операционная, в сфере услуг – место, где ваши сотрудники непосредственно взаимодействуют с клиентами. Если вы не будете выходить в гембу, то никогда не поймете соответствующий процесс.
Такой выход на производство должен быть не просто проходом по помещению. Это должен быть запланированный выход на конкретные операции, в ходе которого задаются как подготовленные вопросы, так и спонтанные, основанные на ваших наблюдениях. Рекомендуется, чтобы на первых порах ваше высшее руководство выходило в гембу с сэнсэем или тренером, чтобы понять, как нужно производить наблюдение и какие конкретно вопросы нужно задавать, чтобы понять, что на самом деле происходит. Они должны задавать рабочим такие вопросы, которые заставят их думать, и получать от рабочих ответы по решению конкретных проблем. Впоследствии лидеры, высшие руководители могут использовать выходы в гембу для обучения руководителей среднего звена тому, как нужно изучать процессы на месте выполнения работ и задавать вопросы, заставляющие рабочих размышлять. Подчиненные должны следовать за руководителем и молча наблюдать за тем, как тот задает вопросы. Это отличный способ обучения руководителей низшего звена умениям и навыкам, которые абсолютно необходимы для выстраивания бережливого предприятия. Ниже приводятся примеры вопросов, но каждый руководитель должен подготовить свои, которые позволят ему лучше понять процессы в сфере его ответственности.
Лидер обучает других, задавая трудные вопросы, развивающие мышление и восприятие, стимулирующие рассмотрение совершенно новых возможностей.

• Что нового можно узнать, если производить замеры на данной операции через меньшие промежутки времени?
• Что должен бригадир/мастер делать в такой ситуации?
• Как могут рабочие узнавать о потребностях производства, никого не спрашивая об этом?
• Как можно быстрее перемещать материалы к данному рабочему центру и из него, не мешая производству?
• Как можно было бы временно увеличить выпуск или объем услуг на 25 %, если бы неожиданно вырос спрос?
• Как нам информировать операции ниже по технологическому потоку о возможных проблемах на вашей операции?

Разговаривайте с людьми и задавайте вопросы. Лидеры должны стараться понять, что думают рабочие и какие у них потребности. Спрашивайте их мнение по разным вопросам, потому что они – эксперты, так как занимаются этой работой изо дня в день. Учитесь на этом материале и думайте, как можно помочь рабочим реализовать их предложения.
Картирование потока создания ценности
Целостный взгляд на процесс производства изделия дает общую картину потока создания ценности, совокупности всех его компонентов. Большинство процессов начинаются с поступления запроса на выполнение какого-либо действия или поставку продукта и заканчиваются только поставкой потребителю. Составление карты потока создания ценности охватывает все процессы – от отгрузки продукта до поступления сырья или запроса на выполнение какого-либо действия.
Данный инструмент позволяет одинаково успешно изучать процессы, которые происходят в медицинских учреждениях, в сфере услуг и розничной торговле, а также в промышленном производстве, на сборке, складе и/или в ремонтной службе.
Независимо от того, построен ли у вас процесс по системе «человек – человек», «человек – машина» или «машина – машина», методология картирования потока создания ценности обеспечивает понимание и описание всех его стадий.
Составление карты потока создания ценности позволит определить скрытые в процессе потери, зачастую составляющие бóльшую часть себестоимости продукта или услуги. Карта потока создания ценности помогает определить операции, создающие и не создающие добавленную ценность.
При картировании потока создания ценности нужно производить категоризацию ценностей. С точки зрения клиента категорий две: то, за что клиент готов платить, и то, за что он не должен платить. Мы выделяем три категории ценностей – действия, не создающие ценности, подразделяются на необходимые и излишние.
Процессы/операции, создающие ценность, – те, в ходе которых продукт или услуга преобразуются в нечто, за что клиент готов платить:
• При этом изменяются форма, устройство или функция продукта или услуги в соответствии с требованиями заказчика.
• Если мы прекратим выполнение этой операции, будет ли клиент покупать наш продукт или услугу?
Процессы/операции, не создающие ценность (но необходимые), – те, которые мы должны осуществлять, чтобы обеспечить функционирование организации. Чаще всего это финансовые или бизнес-операции, осуществление которых предписывается законом или потребностями организации:
• Отдел кадров и функции управления персоналом.
• Операции обслуживания и ремонта оборудования, уборки.
• Проверки качества продукта или услуги, которые мы выполняем, чтобы удостовериться в отсутствии отклонений (но этого не требует наш клиент).
Сокращайте или уменьшайте не создающие ценности, но необходимые процессы.
Не создающие ценности излишние процессы – это операции, которые мы считаем скрытыми потерями. Они не добавляют ценности в глазах клиента, они удлиняют и удорожают наши процессы:
• Перепроизводство (изготовление чего-либо в количествах, превышающих потребность… на всякий случай).
• Излишняя обработка (выпуск продукта или предоставление услуги по более строгим спецификациям, чем требует клиент).
• Транспортировка или погрузочно-разгрузочные процессы между операциями в объеме, превышающем минимально необходимый.
• Простои или задержки между операциями, выходящие за пределы минимальных требований.
• Проверки качества, выполняемые для обеспечения отсутствия дефектов и необходимости доработки (когда вместо улучшения процессов добавляют дополнительный контроль).
Исключайте не создающие ценности излишние операции.
Начиная со склада сырья и до поставки готового продукта или услуги материалы перемещаются по процессу и приходят в контакт со многими работниками и оборудованием. Информация также передается от начального запроса на продукт или услугу до получения их заказчиком. Большинство схем не отражает этот важный элемент, называемый потоком информации. Карта потока создания ценности не только включает в себя поток информации, но и показывает, как он переплетается с потоком материалов, работой оборудования и персонала.
Информационная система организации – это коммуникационная цепь, увязывающая персонал, оборудование и материалы.
Первая карта потока создания ценности составляется на основе текущей ситуации. Такая «Карта текущего состояния» отражает процесс в том виде, как он есть в настоящее время. Затем эта карта преобразуется в видение того, как процесс должен выглядеть в будущем, и получается «Карта будущего состояния».
Все эти элементы можно представить на одном листе, что обеспечит полный обзор процесса и четкое понимание того, как функционируют все его этапы и где скрыты потери, т. е. всего, из чего он состоит.
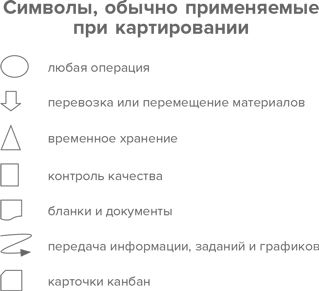
Используйте согласованные символы, понятные – и рабочим и руководителям. Символы должны быть простыми. Наносите их карандашом, прежде чем перенести их в компьютер или на сложный чертеж. Лучше всего, если каждый из членов команды сначала изобразит свою версию процесса на листе формата А3.
Затем перенесите всю информацию на несколько листов формата А4 и поместите их на стене. Операции лучше представить стикерами, а перемещения и задержки – карандашными линиями, чтобы легче было вносить изменения. Сравните свои чертежи в команде и обсудите их точность. Для этого обычно приходится многократно выходить на процесс, чтобы проверить соответствие чертежа фактам. Большинство процессов в реальности оказываются не такими, как мы их себе мысленно представляем. Отражайте все так, как это есть в действительности. При этом обычно выявляются многие скрытые потери и возможности улучшений.
Также необходимо собирать соответствующие данные по процессам и включать их в карту текущего состояния.



Карта потока создания ценности объясняется в книге Майка Ротера и Джона Шука «Учимся видеть бизнес-процессы».
Этапы картирования потока создания ценности
(ваши этапы могут отличаться при составлении разных карт).
Символ, обозначающий выход на процесс и изучение его в нынешнем состоянии: 
1.  Выход команды для изучения процесса.
Выход команды для изучения процесса.
2. Команда рисует блок-схему процесса.
3.  Команда на месте перепроверяет блок-схему процесса.
Команда на месте перепроверяет блок-схему процесса.
4. Блок-схема составляется на большом листе.
5. Блок-схема конвертируется в карту потока создания ценности с соответствующими символами на большом листе.
6.  Команда на месте собирает данные по текущему состоянию процесса.
Команда на месте собирает данные по текущему состоянию процесса.
7. Текущие данные наносятся на карту потока создания ценности.
8.  Выход на процесс для выявления скрытых потерь.
Выход на процесс для выявления скрытых потерь.
9. Нанесение скрытых потерь на карту с указанием, что создает ценность, а что – нет.
10.  Определение с выходом на процесс, как сократить то, что не создает ценность, но необходимо, и как ликвидировать то, что не создает ценность и излишне.
Определение с выходом на процесс, как сократить то, что не создает ценность, но необходимо, и как ликвидировать то, что не создает ценность и излишне.
11. Составление карты будущего состояния.
12.  Выход на процесс и сбор данных о возможном будущем состоянии процесса.
Выход на процесс и сбор данных о возможном будущем состоянии процесса.
13. Составление карты будущего состояния с улучшениями.
14. Составление плана реализации улучшений.
Последовательность запуска
Производственная система Toyota революционизировала методику «точно вовремя» путем выстраивания производства таким образом, чтобы можно было быстро изготавливать автомобили различных моделей. Применение методов бережливого производства позволило производителю эффективно изготавливать множество вариантов одной и той же модели автомобиля, чтобы удовлетворить изменяющиеся требования заказчиков. Производство сходных моделей (семейств продуктов) или модификаций, которым нужны разные детали, планируется таким образом, что нужные детали доставляются на стадию сборки точно вовремя. Данная методика может быть применена к любой производственной линии, выпускающей одно семейство продуктов, при условии, что известна структура потребительского спроса. Нет необходимости заставлять заказчика ждать завершения длительного цикла производства какого-либо конкретного вида продукции, пока вы сможете производить другую модель. Операции, сгруппированные по технологии, а не по функции, с небольшими станками и хорошо обученными операторами обычно достаточно гибки и позволяют использовать методику смешанной очередности запуска.
Если известно, что сегодня нужно произвести 60 изделий типа А, 40 – типа В, 20 – типа С и 5 – типа D, причем во всех используется один и тот же базовый узел, то можно максимально эффективно применить методику последовательности операций. В данном примере мы исходим из того, что производство составляет 125 изделий в день и время переналадки станков сведено к минимуму. Исторически сложилось так: сегодня предприятие производит 125 изделий типа А, завтра – 125 изделий типа В и т. д., пока не будет выполнен план по всем типам. Использование данного метода вынуждает заказчиков изделий типа С и D ждать несколько дней. Но на сегодняшнем рынке заказчики ждать не хотят, а конкуренты способны произвести для них товар тогда, когда они этого потребуют, то есть точно вовремя. Грамотно выстроенная последовательность операций позволяет изготавливать различные модификации изделия на одной производственной линии в нужных количествах и ежедневно.
Хорошее описание и много примеров можно найти в 16-й главе книги «Производственная система Тойоты» Ясухиро Мондена, опубликованной Институтом промышленных инженеров в 1993 г.
Поток единичных изделий
Некоторые фирмы достигают наибольшей экономии при переходе с производства партиями к потоку единичных изделий. Поток единичных изделий – это система, при которой изделия/материалы или счета/услуги обрабатываются по одному. Иногда, когда такая система экономически невыгодна или физически невозможна, не следует отказываться от производства партиями, но при этом нужно стремиться уменьшить их размер до минимально возможного.
При работе партиями в незавершенном производстве и запасах замораживаются значительные суммы денег. Часто при перемещении партий или во время ожидания обработки партии качественные изделия повреждаются. В свою очередь, поток единичных изделий позволяет высвободить значительные денежные средства путем повышения оборачиваемости запасов.
Если при производстве партиями возникают ошибки и дефекты, замена или ремонт обходятся дорого. В потоке единичных изделий ремонта или замены требует всего один или несколько продуктов. Иногда в результате того, что кто-то не обнаружил дефект вовремя или же проверил только первое и последнее изделия в партии, целые партии бракуются или продаются по цене отходов. Поток единичных изделий хорошо сочетается с контролем в ходе технологического процесса и применением контрольных приспособлений для каждого изделия при его движении по процессу.
Создание системы вытягивания предполагает, что изделия или материалы не передаются на следующую стадию до того, как они там потребуются. Рабочих нужно предупредить, что стоять и ждать, пока следующая стадия потребует от них начала работы, – совершенно нормально. Данная методология вскрывает в процессе потенциальные узкие места, которые становятся хорошими объектами для непрерывного совершенствования и проведения «штурм-прорывов».


Предотвращение ошибок (пока-ёкэ)
Всем нам приходилось собирать что-то, располагая детали в неправильном порядке или переворачивая вверх тормашками (при этом детали подходили друг к другу!). Но, конечно же, это «что-то» работало не так, как полагалось. А на вашем производстве можно что-либо сделать неверно и тем не менее передать это на следующую операцию?
Пока-ёкэ – это метод предотвращения ошибок, ликвидирующий саму возможность допустить ошибку. Рабочие, инженеры, руководители вместе разрабатывают процедуры и устройства для предотвращения ошибок там, где они могут возникнуть. Предотвращение ошибок в месте и во время их возникновения – наиболее экономичный и дешевый способ избежать проблем.
Контроль, который вскрывает ошибки, но не обеспечивает обратной связи после завершения процесса или изготовления изделия и не дает возможности снизить уровень дефектов (то есть усилия пропадают даром), называется оценочным. Информативный контроль – контроль, предоставляющий данные и информацию о том, где и когда возникают ошибки; он может быть полезным в предотвращении будущих ошибок. Контроль, который выявляет, устраняет и/или предотвращает ошибки до их возникновения там, где они могли произойти или произошли, называется контролем у источника. Обратите внимание, что только контроль у источника предотвращает переход ошибок на следующие стадии процесса и предоставляет данные для предотвращения ошибок или их коррекции. Контроль у источника называется также внутрипроцессным контролем.
Контроль у источника обеспечивает стопроцентную проверку процессов и изделий, проходящих через контрольные точки операции или процесса. Средства контроля у источника – это выключатели и иные приспособления, останавливающие операцию или процесс, если материалы подаются неправильно (перевернутыми или не той стороной), если подаются материалы неверного типа или в неверном количестве и если в работе оборудования или перемещении изделия имеются нарушения. Контроль у источника должен стать важной частью комплексной программы исключения дефектов. Об обнаружении ошибки или дефекта обычно оповещают звуковые сигналы, сирены или включение лампочек. Такие системы предупреждения и контроля сообщают оператору о проблеме и сигнализируют о необходимости отключения оборудования или его автоматическом отключении.
Системы предупреждения и контроля обычно подключаются к сенсорному устройству, которое использует контактные или динамические методы обнаружения проблемы. Контактные методы – это устройства типа направляющих или калибров, которые пропускают только изделия нужного размера или не разрешают работать при неверной установке детали. Конечные, контактные и антенные выключатели фиксируют прохождение объекта с нужной характеристикой либо наличие нежелательных характеристик и состояний. Автоматические обнаруживающие устройства и устройства физического контакта могут использоваться для обнаружения перемещения, давления или отсутствия объекта. Хотя для контроля над разными состояниями имеется много устройств, одно используется постоянно – для обнаружения ошибок или дефектов и недопущения попадания их на следующую операцию или к заказчику.


Предотвращение ошибок снижает уровень стресса!

Быстрая переналадка
Многие производители уверены: длительная обработка одной крупной партии более эффективна, чем обработка нескольких небольших партий, так как в последнем случае требуется частая переналадка. Однако лидеры отрасли поняли, что верно как раз обратное. Если время переналадки значительно сократить, а сам процесс упростить, ее можно производить чаще, благодаря чему будут лучше удовлетворяться запросы клиентов. Сегодня клиенты и слышать не хотят о том, чтобы подождать, пока закончится работа над изделием другого заказчика из большой партии и появится возможность перейти к их заказу. Поэтому ускорение переналадки на более компактном и более гибком оборудовании облегчает реагирование на запросы клиентов и снижает затраты на содержание больших запасов в ожидании соответствующих заказов.
Традиционно по окончании обработки большой партии оборудование выключают, чистят и отправляются за новой оснасткой и инструментами для переналадки. Затем перевозят новые пресс-формы или инструмент, снимают старые штампы и оснастку и на их место помещают новые; производят регулировку, необходимую для выпуска нового продукта, перевозят старые штампы и оснастку туда, где найдется место, прибираются и лишь потом запускают в производство новую партию изделий. Обычно процесс переналадки занимает от полутора до шести часов, а собственно замена штампов и инструмента – от 30 минут до часа. На что же тратится все остальное время? Для ответа на этот вопрос нужно провести тщательный хронометраж фактического процесса переналадки и разделить ее операции на внешние и внутренние.
Большие партии требуют больших запасов. Большие запасы замораживают крупные суммы денег и заставляют заказчиков дольше ждать. Тем самым большие партии снижают коэффициент рентабельности инвестиций (ROI)!
Многие из вышеописанных операций можно производить, пока оборудование все еще работает над изделиями из предыдущей партии. Действия, которые выполняются только при отключенном оборудовании, называются внутренней переналадкой, прочие же операции могут осуществляться до и после фактической переналадки, они не требуют выключения питания. Эти внешние операции называются «операциями до и после переналадки», и первым шагом к резкому сокращению общего времени переналадки будет перевод множества действий из категории внутренней переналадки в категорию внешней. Отдельный работник либо располагающий временем оператор могут провести переналадку, получив необходимый инструмент, документацию и оборудование до отключения станка или завершения обработки текущей партии. Также это можно сделать, когда установлены штампы и произведена наладка. Теперь оборудование можно включить и начать производство новых деталей, а старые штампы, инструмент и подающее оборудование возвратятся на свои места. Эти первичные меры по рационализации почти ничего не стоят, но зачастую осуществляются труднее всего, так как связаны с необходимостью преодоления многолетних привычек и сопротивления переменам.
Когда большинство бывших внутренних операций переведены во внешние и их можно теперь выполнять «до» или «после» фактической переналадки, то следующий шаг – сокращение продолжительности оставшихся внутренних операций. Весьма ценную информацию по данному предмету можно найти в книге Сигео Синго «Быстрая переналадка: Революционная технология оптимизации производства». Он считает, что нужно стремиться к проведению переналадки за девять и менее минут, то есть чтобы время переналадки в минутах выражалось одним знаком.
Сократить время переналадки можно несколькими способами. Установку и снятие штампов можно ускорить, применяя столы с рольгангами или конвейеры. Также для установки и снятия оснастки может быть приспособлено уже имеющееся подающее оборудование.
Вместо винтов возможно использование гидравлических зажимов наряду с направляющими и упорами для выверки. Штуцеры можно свести вместе, а шланги – соединить с помощью коллектора, чтобы сократить количество подключений и отключений. Установочные винты, требующие специального инструмента, можно поменять на круглые ручки и защелки для быстрого затягивания вручную.
На большинстве предприятий операции со штампами, инструментом и документацией могут быть рационализированы. При помощи ярлычков и визуального контроля штампы и инструменты следует рассортировать и классифицировать по следующим категориям: рабочие, сломанные и подлежащие переделке. В соответствии с классификацией инструменты и документация должны иметь свои постоянные, четко размеченные места хранения, на которые они должны возвращаться после каждого использования. Такое применение системы 5С сделает процесс переналадки менее напряженным для всех его участников.
Собрав вместе представителей ремонтной службы, операторов, специалистов по обеспечению качества и инструментальщиков (в случае если это отдельная служба), можно получить весьма интересные результаты. У этих специалистов обязательно возникнет множество идей по сокращению времени переналадки и рационализации процесса. Поэтому целесообразно предоставить им возможность выдвигать предложения, осуществлять планирование и внедрение.


Декомпозиция и воссоздание процесса быстрой переналадки
1. Разработать контрольный лист, включающий:
весь инструмент, необходимый для переналадки;
все детали, т. е. пресс-формы, штампы, формы, прокладки, зажимы;
транспорт и погрузочно-разгрузочное оборудование, т. е. тележки, кран, погрузчики и т. д.;
количество работников и их квалификацию.
2. Хронометрировать длительность выполнения каждого действия.
3. Зафиксировать часто повторяющиеся проблемы:
при отключении;
при установке штампов или форм;
при получении необходимого инструмента;
при запуске и/или отладке.
4. Выявить все операции переналадки, совершаемые при выключенном оборудовании:
составить СОПы по действиям, выполняемым до и после наладки.
5. Расположить инструмент и штампы как можно ближе к оборудованию:
изготовить тележки, конвейеры, оборудовать места хранения для всего инструмента и штампов.
6. Установить автоматические (гидравлические) зажимные и другие быстросъемные приспособления:
сократить количество шагов при установке и снятии.
7. Подготовить необходимые параметры, направляющие шпильки и упоры:
установить быстросъемные шланги, завернуть винты на четверть оборота, совместить монтажные риски.
8. Составить график периодического обслуживания штампов:
обеспечить маркировку технического состояния инструмента, наличие графика обслуживания, выделенное место хранения.


Балансировка линий
Хотя большинство фирм возлагает задачу проведения измерений и рационализации производственных линий на технологов, есть ряд моментов, когда существенную помощь могут оказать цеховые рабочие, так как они сталкиваются с процессом ежедневно.
Используя миллиметровку и секундомер, хронометрируйте время, затрачиваемое на каждый процесс и операцию. Зафиксируйте длительность каждого шага и подпроцесса, а также минимальное и максимальное время, требующееся оператору для выполнения каждого шага. Снимите показатели для разных операторов.
Полученные сведения можно использовать в следующих целях: во-первых, для определения количества работников и обязанностей, которые они должны выполнять, чтобы реагировать на изменяющиеся требования заказчиков. И во-вторых, для балансировки производственной линии на различных уровнях производства и получения общей информации.
Другой способ использования этих сведений – построение графика времени такта/времени цикла для установления максимального и минимального времени выполнения операций, тем самым определяя различия между способами выполнения операций разными операторами (см. минимум-максимум на операции № 2 на следующей странице). Команды улучшений могут разрабатывать усовершенствованные СОП и повышать квалификацию операторов для сглаживания таких колебаний.
Среднее время цикла каждой операции в пределах более крупного процесса должно быть меньше, чем периодичность отбора продукции заказчиком или времени такта (см. пример).


Рассмотрите более длительные операции (операция № 2 в примере) и определите, есть ли в них составляющие (подпроцессы), которые можно перенести на операции, где время цикла меньше (операция № 5 в примере), чтобы сбалансировать линию. Лишь некоторые линии удается сбалансировать на 100 %. Целью должно быть максимально допустимое отклонение в 10–20 %.
Штурм-прорыв
Штурм-прорыв, или, как его еще называют, кайдзен-блиц, – это весьма напряженное пятидневное практическое мероприятие, обеспечивающее немедленные перемены и финансовый результат. Для увеличения эффекта и изменения производственной культуры рекомендуется проводить штурм-прорыв несколько раз. Некоторые организации проводят трех– и четырехдневные мероприятия. Успешность этого инструмента зависит от работы двух групп.
В первую группу входит высшее руководство. До начала семинара оно должно активно включиться в работу и выбрать конкретные процессы для усовершенствования, основываясь на информации, полученной в ходе аттестации на соответствие требованиям бережливого производства либо в ходе мозгового штурма.
Во вторую группу входят рядовые сотрудники, составляющие в многофункциональной команде большинство. Будет хорошо, если они отнесутся к мероприятию с энтузиазмом и осознают свою ответственность в выявлении проблем и внедрении принятых решений.
Обычно инструктор (не являющийся сотрудником данной организации) начинает штурм-прорыв с обучения инструментам, которые будут использоваться, а ко второй половине первого дня группа уже работает над процессом. После того как данные по выделенному проекту собраны, команда самостоятельно проводит измерение процесса, чтобы получить более новую и точную информацию. Участники команды путем мозгового штурма выявляют возможные решения и исследуют возможности их внедрения.
Участники штурм-прорыва могут использовать только один инструмент бережливого производства, например быструю переналадку, канбан или систему «точно вовремя», но в основном для усиления эффекта применяют сразу несколько. Когда команда определила, какие улучшения можно произвести, она начинает физически перемещать оборудование, машины, детали и материалы и компоновать ячейки для достижения своей цели. Чтобы проконтролировать соответствие нормам и выполнить требования по объему выпуска и качеству, результаты проверяют на практике. Стандартные операционные процедуры разрабатывают и тестируют уже на новом процессе до завершения штурм-прорыва.
В конце недели команда докладывает об изменениях высшему руководству и обосновывает финансовые выгоды проекта. Такие штурм-прорывы – самый быстрый и простой способ улучшить итоговые показатели. Данное мероприятие чрезвычайно эффективно, но в случае если руководство не поддержит его и если не все поймут его значимость, могут возникнуть помехи в работе.
Результаты будут устойчивыми, только если руководство поддержит произведенные и задокументированные изменения и все сотрудники будут находиться в постоянном поиске способов рационализации. Процесс совершенствования не терпит остановок!

Отчеты по решению проблем в формате А3
Иногда возникает необходимость собраться двум-трем руководителям, чтобы сформулировать проблему и описать соответствующие решения. Но как изложить всю необходимую информацию в краткой, полной и в то же время понятной форме? «Тойота» разработала документ на листе формата А3, который сейчас используется многими компаниями для представления такой информации.
В отчете по решению проблем в формате А3 кратко описывается проблема, документируется текущее состояние, определяется первопричина проблем, предлагаются решения, дается анализ затрат и преимуществ при реализации предлагаемого решения. Лица, принимающие решения, имеют возможность рассмотреть все данные на одном листе бумаги формата А3, принять или не принять предлагаемые решения. Вместо длинных многостраничных отчетов, трудных в понимании или требующих специальных презентаций, на одном листе излагается все необходимое для принятия решения.
Формат А3 по решению проблем содержит цикл решения проблем PDCA Деминга. Вторая половина отчета А3 посвящена планированию, реализации, проверке и действиям по решению проблемы. Если все – пояснение, эскизы, нужные данные – содержится на одном листе бумаги, то и консенсус достигается намного быстрее.
Общая информация:
• Приведите фоновую информацию, необходимую для понимания проблемы.
• Поясните, каким образом данная проблема мешает достижению целей компании или нарушает ее ценности.
Текущее состояние:
• С помощью графиков покажите, как работают существующие процессы.
• Укажите наиболее серьезные проблемы таким образом, чтобы было понятно всем.
• Опишите проблемы, используя количественные показатели и графические инструменты.
Анализ первопричины:
• Перечислите основные проблемы.
• Используйте метод «пять почему» для определения первопричины. Приведите ответы на каждый вопрос «почему».
Целевое состояние:
• С помощью графиков продемонстрируйте, как будет функционировать новый процесс.
• Опишите меры, которые будут приняты для устранения выявленной первопричины проблемы.
• Отразите ожидаемый объем улучшений, применяя тот же количественный метод, который использовался для описания текущего состояния.
План реализации:
• Укажите действия, необходимые для достижения целевого состояния, назначьте ответственного за эти действия и даты исполнения.
• Приведите дополнительную информацию, такую, например, как стоимость мер, и другую, необходимую для их реализации.

Пять «почему?»
Одним из инструментов, используемых для определения первопричины проблем, является метод «пять почему». При картировании потока создания ценности, проведении штурм-прорывов, подготовке отчетов в формате А3 использование метода «пять почему» поможет вскрыть проблемы, которые закамуфлированы и не видны. Но нужно сделать и некоторые предупреждения при использовании данного инструмента.
Во-первых, вопросы нужно задавать в гембе, где эта проблема существует; нужно спрашивать тех, кто причастен к ней и обладает информацией из первых рук. Задавая вопросы по методу «пять почему», необходимо смотреть в глаза человеку, которого вы спрашиваете. После каждого ответа опять задавайте вопрос «почему?». Нужно наблюдать за глазами и лицом собеседника. Если вы замечаете, что человек начинает раздражаться и не хочет отвечать, лучше остановиться.
Если вы будет постоянно применять этот инструмент, рабочие могут начать избегать вас, не желая отвечать на ваши вопросы. Нужно научиться вовремя прекращать вопросы и предлагать вместе поискать необходимую информацию.

Пример пяти вопросов «почему?»
Проблема: Снизилась скорость движения цилиндра.
Почему снизилась скорость?
Ответ: Потому что забит фильтр.
Почему забит фильтр?
Ответ: Потому что масло загрязнено.
Почему масло загрязнено?
Ответ: Потому что стружка и мусор попадают туда через отверстия и щели в верхней части емкости.
Почему имеются отверстия в верхней части емкости?
Ответ: Потому что нет панели (крышки).
Почему панели (крышки) нет?
Ответ: Я не знаю.
Решение: Предотвратить попадание стружки и мусора в масло, установив панель (крышку).
Обучение в промышленности
(Training Within Industries – TWI)
Многие исследователи и консультанты утверждают, что Обучение в промышленности (TWI – читается «ти-дабл-ю-ай») является секретным связующим звеном между инструментами бережливого производства и человеком. TWI помогает реализовать и сохранить преимущества, которые стали возможными за счет применения инструментов бережливого производства. Эта программа была разработана в США с целью удовлетворить потребности в производственном персонале во время Второй мировой войны. В то время многие специалисты, которые работали на американских предприятиях, ушли на войну, а их жены и неквалифицированные гражданские должны были быстро обучиться производству качественной продукции на нужды фронта. Была разработана программа для мастеров, которым требовалось быстро обучить большое количество рабочих на соответствие высоким требованиям промышленности. И эта работа, которая была подробно задокументирована, оказалась очень успешной.
США предоставили эту программу Японии в рамках помощи по восстановлению промышленности, а «Тойота» использовала TWI для обучения своих рабочих в первой версии Производственной системы «Тойоты».
Пять качеств хорошего мастера
• Знание предмета: от мастеров требуется постоянное углубление знания процессов.
• Знание сферы ответственности: мастера должны четко представлять свои полномочия и сферу ответственности.
• Навыки обучения: мастера должны готовить хорошо обученных рабочих. Это описано в разделе «Рабочие инструкции» документа TWI.
• Навыки улучшения методов: мастера должны использовать материалы, оборудование и людей для совершенствования производства и ликвидации потерь. Это описано в разделе «Методы работы» документа TWI.
• Навыки лидерства: мастера должны развивать свои способности руководить людьми и добиваться от них сотрудничества в деле улучшения операций. Это описано в разделе «Рабочие взаимоотношения» документа TWI.
Первые два качества можно развить, читая литературу и посещая соответствующие занятия, чтобы лучше знать свой предмет и сферу ответственности, необходимые для конкретных процессов в конкретных компаниях. Следующие три качества касаются навыков, приобретенных на практике. Предприятия США во время войны, а позднее и «Тойота» использовали эти основные принципы TWI для разработки программы обучения «на рабочем месте», и эта программа обеспечивала стабильное и эффективное производство.
Представленные ниже три элемента TWI взяты напрямую из «карманных карточек» «Руководства по TWI» от 1944 г. Они были разработаны как дополнение к «Руководству по обучению на рабочем месте» по программе TWI.
Рабочий инструктаж
Как подготовиться к инструктажу до того, как вы будете обучать кого-либо работе:
1. Составьте график учебы, определите состав учащихся, по каким операциям будет идти учеба, когда.
2. Разбейте операции на составляющие, составьте список основных этапов, определите ключевые моменты, включая вопросы техники безопасности.
3. Подготовьте все необходимое: соответствующее оборудование, инструмент, материалы и инструкции.
4. Подготовьте рабочее место так же тщательно, как для настоящего производства.
Как проводить инструктаж
Шаг 1. Подготовьте рабочего:
• дайте ему почувствовать себя непринужденно;
• опишите операцию;
• спросите, что рабочий уже знает о ней;
• заинтересуйте его в изучении операции;
• покажите, как правильно расположиться.
Шаг 2. Продемонстрируйте выполнение операции:
• объясните, покажите и проиллюстрируйте все важные этапы операции один за другим;
• проделайте это еще раз, делая акцент на ключевых моментах;
• объясняйте четко, полностью и терпеливо, но не давайте больше информации, чем рабочий может воспринять за один раз.
Шаг 3. Проверьте выполнение:
• дайте рабочему выполнить операцию, исправляйте его ошибки;
• дайте рабочему повторно выполнить операцию, объясняя каждый важный этап;
• обеспечьте понимание операции, продолжайте повторения до тех пор, пока не будет уверенности.
Шаг 4. После инструктажа:
• позвольте рабочему действовать самостоятельно;
• укажите, к кому обращаться за помощью в случае необходимости;
• почаще проверяйте, как идет работа;
• поощряйте рабочего задавать вопросы;
• постепенно снижайте уровень поддержки и оставляйте рабочего выполнять работу самостоятельно.
Если рабочий не научился, значит, преподаватель не смог научить.
Методы работы
Как производить улучшения
Практичный план, способствующий производству большего объема качественной продукции за меньшее время и с наиболее эффективным использованием имеющейся рабочей силы, оборудования и материалов.
Шаг 1. Разбейте операцию на составляющие:
1. Перечислите все действия в операции ТОЧНО так, как они выполняются сейчас.
2. Проследите, чтобы было включено все: погрузочно-разгрузочные действия, работа оборудования, ручная работа.
Шаг 2. Критически осмыслите каждую деталь операции:
1. Задавайте такие вопросы:
Почему это необходимо?
Какова цель?
Где это должно выполняться?
Когда это должно выполняться?
Кто имеет наилучшую квалификацию для выполнения этой операции?
Каков наилучший метод исполнения?
2. В то же время спрашивайте: про материалы, оборудование, инструмент, конструкцию продукта, планировку рабочего места, перемещения, технику безопасности и поддержание порядка.
Шаг 3. Разработайте новый метод:
1. Исключите ненужные действия.
2. Объедините действия, если это имеет смысл.
3. Измените порядок действий, улучшив последовательность.
4. Упростите все необходимое. Чтобы сделать операцию проще и безопасней:
расположите материалы, инструмент и оборудование наиболее удобно, в пределах досягаемости оператора;
по возможности используйте подающие бункеры или желоба;
эффективно используйте обе руки;
вместо рук используйте приспособления.
5. Обсудите свои предложения с коллегами, письменно изложите предлагаемый новый метод.
Шаг 4. Примените новый метод:
1. Убедите в преимуществе нового метода своего непосредственного руководителя.
2. Убедите в преимуществе нового метода других операторов.
3. Организуйте утверждение всеми заинтересованными сторонами – отделом охраны труда, качества, производственным отделом, финансовыми службами и т. д.
4. Применяйте новый метод в работе до тех пор, пока не будет предложен лучший.
5. Признавайте заслуги тех, кто этого заслуживает.
Рабочие взаимоотношения
Мастер добивается результатов через людей
Основы хороших взаимоотношений таковы:
1. Информируйте рабочих о вашей оценке их успехов:
определите свои ожидания от рабочего;
подскажите рабочему, как работать лучше.
2. Хвалите, когда есть за что:
фиксируйте наилучшие результаты и необычные методы работы;
высказывайте свое мнение без задержки.
3. Заранее предупреждайте сотрудников об изменениях, которые их могут затронуть:
если возможно, объясните причины изменений;
помогайте рабочим принять изменения.
4. Наилучшим образом используйте потенциал всех работников:
старайтесь выявить способности, которые пока не используются;
не мешайте людям выполнять свои обязанности.
К людям нужно относиться как к личностям.
Как решать проблему
Поставьте цель
Шаг 1. Соберите факты:
• ознакомьтесь со статистикой;
• узнайте, какие действуют правила и традиции;
• поговорите с теми, кто участвует в процессе;
• узнайте их мнения;
• удостоверьтесь, что у вас на руках полная информация.
Шаг 2. Взвесьте факты и примите решение:
• сопоставьте факты;
• определите взаимосвязи между ними;
• какие действия можно предпринять?
• изучите существующую практику и политику фирмы;
• учтите воздействие цели и результата на работника, группу и производство;
• не делайте скоропалительных выводов.
Шаг 3. Действуйте:
• Будете ли вы все делать самостоятельно?
• Нужна ли вам помощь?
• Стоит ли передать этот вопрос вашему руководителю?
• Учитывайте временные характеристики своих действий;
• Не «отфутболивайте» вопросы.
Шаг 4. Проверьте результаты:
• Через какое время нужно будет проверить результаты?
• Как часто нужно будет их проверять?
• Отслеживайте изменения в производстве, в отношении к нему людей и их взаимоотношениях;
• Помогли ли ваши меры производству?
Достигли ли вы цели?
Практичный план, способствующий производству большего объема качественной продукции за меньшее время и с наиболее эффективным использованием имеющейся рабочей силы, оборудования и материалов.
Глоссарий
Андон, доска, стенд, монитор – визуальное средство, отражающее текущую производственную информацию и изменения графика, а также указывающее на потенциальные проблемы.
Андон, лампочки – цветные лампочки, обычно располагаемые друг над другом и обозначающие текущее состояние ячейки, производственной линии или единицы оборудования. Различные цвета могут обозначать отсутствие проблем, требование помощи либо материалов, остановку/отключение.
Балансировка (балансировка линии) – встраивание принципа времени цикла в стандартные операции производственной линии в целях достижения максимальной эффективности. Выравнивание времени всех операций в пределах одной линии или процесса.
Быстрая замена пресс-форм – смена пресс-форм, инструмента и/или штампов за минимальное время (целевой показатель – девять и менее минут).
Визуальный контроль – размещение инструментов, деталей, материалов, производственных операций и показателей для всеобщего обозрения таким образом, чтобы состояние системы было понятно с одного взгляда. Важная часть системы 5С.
Время такта – скорость, с которой заказчик получает продукцию с производственных линий в течение дня. Вычисляется путем деления времени работы в день в секундах на дневной спрос в единицах продукции:
Суточное время работы (сек.)___
Суточная потребность (единицы)
Время цикла – время, необходимое для завершения одного цикла операции. Обычно измеряется от пуска до пуска или от остановки до остановки.
Выравнивание – производственная система, направленная на сглаживание пиков и провалов в нагрузке и на избежание перепроизводства. Эта система тесно связана с очередностью запуска и балансировкой линии.
Выталкивание – система производства изделий и выталкивания их на следующую операцию, даже если в данный момент в них нет необходимости. Приводит к созданию излишних запасов «на всякий случай». Противоположность вытягиванию.
Вытягивание – система производства только по мере необходимости или вытягивания продукта с предыдущих стадий на всех производственных процессах, вплоть до поставки заказчику. Противоположность вытягиванию – выталкивание.
Выход в гембу – выход на производство, в ходе которого руководитель узнает лично и «из первых рук» о потерях и возможностях улучшений. Это практика познания и обучения, схожая с западным методом MBWA (Management by Walking Around – управление методом обхода).
Выход процесса – скорость, с которой производится изделие или услуга. Обычно измеряется в единицах продукции на единицу времени.
Зонирование – деление рабочего участка на зоны и четкое обозначение их границ. Контейнеры, материалы и оборудование в пределах зоны обычно помечены особыми идентификационными знаками.
Кайдзен – непрерывное пошаговое улучшение операций и процессов, каждый раз добавляющее ценность.
Канбан – карточка или табличка, прикрепляемая к контейнеру с материалами, которая координирует подачу и отгрузку материалов на производственной линии. Может иметь форму разметки на полу, полках или столах.
Картирование потока создания ценности – определение всех конкретных действий, производимых в пределах потока создания ценности. Такое графическое представление действий включает в себя: время, расстояния, перемещение материалов, контроль и операции, создающие ценность.
Муда – потери; деятельность, потребляющая ресурсы, но не создающая ценности.
Незавершенное производство (НЗП) – части продукции, изготовление которой не закончено, но машинная или ручная работа над которой уже совершена по мере ее движения по потоку создания ценности.
Обучение в промышленности (Training Within Industries, TWI) – подробная программа обучения, разработанная правительством США в 1941 г. в целях ускоренной подготовки неквалифицированной рабочей силы к работе на предприятиях оборонного комплекса в ходе Второй мировой войны.
Общая эффективность оборудования (OEE) – мера готовности к работе (время), производительности и качества отдельной единицы оборудования или производственной линии.
Переналадка – снятие, замена и установка нового вида инструмента, пресс-форм или штампов для выпуска нового типа изделия. Время переналадки исчисляется от завершения выпуска последнего качественного изделия типа А до выпуска первого качественного изделия типа В.
Пока-ёкэ – см. Предотвращение ошибок.
Последовательность запуска – повторение последовательности производства различных изделий для полной загрузки производственных мощностей и удовлетворения изменяющихся требований заказчика.
Поток – последовательное и непрерывное выполнение действий по направлению производственной линии.
Поток единичных изделий – система, при которой изделия/материалы двигаются по процессу через ряд операций по одному – от принятия заказа до отгрузки потребителю. Противоположность работе партиями.
Поток единичных транзакций – система, схожая с потоком единичных изделий: завершается одна транзакция (операция) и только после этого начинается другая.
Предотвращение ошибок – деятельность по построению процесса таким образом, что он не может осуществляться с ошибками, или дефектное изделие не может поступить на следующую стадию обработки.
Прозрачное предприятие – предприятие или его часть, где полностью внедрена система визуального контроля, отражающая текущее состояние и прошлые результаты всех производственных или транзакционных процессов, имеющих место во всех подразделениях.
Процесс – серия отдельных действий для производства изделия или услуги.
Пять «С» (5С) – пять шагов к рациональной организации рабочего места: сортировать, соблюдать порядок, содержать в чистоте, стандартизировать и совершенствовать. Термин происходит от пяти японских слов: seri («сортировать»), seiton («ставить на место»), seisi («сиять»), seiketsu («стандартизировать») и shitsuke («поддерживать»).
Пять «почему» (5 «почему») – методика поиска первопричины проблем для выработки эффективных корректирующих или превентивных мер, основанная на пятикратном последовательном повторении вопроса «почему?».
Работа партиями – обычная практика создания крупных партий продукции и выстраивание их в очередь до начала следующей операции. Противоположность потоку единичных изделий.
Стандартные операционные процедуры – документы, описывающие шаги в процедуре, которым необходимо следовать. Обычно состоят из текста, графиков, рисунков и фотографий, облегчающих понимание процедуры.
Статистический контроль процессов – использование статистических инструментов с целью управления качеством операции.
Точно вовремя (Just-In-Time, JIT) – производство и доставка нужных материалов в нужное место и в нужных количествах точно к моменту, когда они необходимы. Система «точно вовремя» позволяет устранить простои и скопление материалов между операциями.
Транзакционные процессы – процессы, где передача материалов, знаний, информации или услуг происходит между двумя индивидуумами или между индивидуумом и оборудованием. Обычно большинство процессов, не включающих производство изделий, подпадает в эту категорию.
Фронтальная загрузка – подача и отгрузка материалов на производстве или линии обслуживания, организованные «лицом» к оператору. Предотвращает необходимость для оператора поворачиваться, чтобы брать и перемещать детали.
Ценность – определяется заказчиком как верное и ожидаемое качество, количество, цена и срок поставки.
Ячейки – особое расположение оборудования и/или операторов в пределах ограниченного участка. Ячейки обычно имеют L-, U-, I– или T-образную форму. Поток единичных изделий целесообразнее всего организовывать в ячейках.
Об авторе
Майкл Томас Вейдер 26 лет отслужил в Военно-воздушных силах США в качестве техника по ремонту и обслуживанию, начальника ремонтной службы и инструктора по лидерству. С 1995 г. он поработал с более чем 100 компаниями из различных отраслей в восьми странах мира, помогая им повысить конкурентоспособность. Проводил коучинг и наставничество нескольких сотен руководителей высшего и среднего звена, отвечавших за внедрение методов бережливого производства на своих процессах. Особой популярностью пользуется его практический, «наступательный» подход, а его выступления вдохновляют сотрудников и мотивируют их на реализацию изменений к лучшему в своих организациях. Майкл проводил коучинг и обучение множества экспертов по бережливому производству в США, Индии, Таиланде, России и Малайзии. Майкл является старшим партнером Группы компаний «Оргпром» (Екатеринбург, Россия); он сотрудничает с компанией Expitris (Куала-Лумпур, Малайзия) и занимает пост президента в компании Leadership Excellence International, Inc. (Lean Plus). Майкл живет в г. Колорадо-Спрингс (штат Колорадо, США). Связаться с ним можно по адресу mwader@leanplus.com
Другие книги Майкла Вейдера: «Методы лидерства: Ведите вашу компанию к переменам уже сегодня» и «Как оценить бережливость вашей компании: Практическое руководство».
Прежде чем внедрять инструменты бережливого производства, рекомендуется провести аттестацию на соответствие принципам Лин. В этой книге предлагается руководство по проведению на своих процессах «систематической аттестации с выставлением баллов», которая позволит выявить, где существуют скрытые потери. Матрица инструментов бережливого производства помогает определить, какие меры принять.



Сноски
1
Термин «Лин» (от англ. Lean Production) используется здесь и далее в тексте как эквивалент термина «бережливое производство». – Прим. пер.
(обратно)